近几年,「3D打印」不时占据新闻版面,有人打印了车子(美国),有人打印房子(中国大陆),NASA还想要把3D打印机送上太空,好应付航天员的不时之需。
这些深入人心的3D打印应用,大多属于FDM技术(Fused Deposition Modeling),其实,另一个更早的元祖级商业化的技术,就是利用「光固化」的原理。
早在1980年代,总部位于美国南卡罗来纳州的3D Systems公司,就采用光固化式的3D打印技术,至今仍是3 D打印界的龙头之一。
光固化,不能算是新鲜事。
有些物质加热之后会硬化,有些物质遇冷会硬化,以此类推,有些物质见了光会发生硬化,这个现象称作「光固化」。
光固化物质制成的材料,称作「光敏树脂」(Photopolymer),它是由聚合物单体与预聚体组成,一般为液态,加有光引发剂 (光敏剂),经过一定波长的UV光(例如,250-300 nM波长)照射后,,引起聚合反应,完成固化(如图一)。
图一
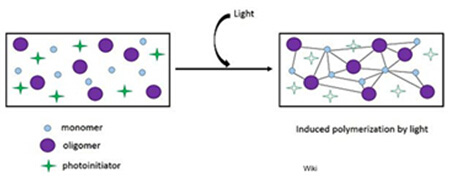
图片来源:wiki
光敏树脂,可用在半导体产业,例如当作光阻剂,也可用在印刷业,例如印刷门牌及标志。与各位最贴身的应用,或许是当牙医为你补牙的时候,先用光敏树脂当成填充物,然后用UV光照射充填物将其硬化,完成补牙的动作。
近几年,「3D打印」不时占据新闻版面,有人打印了车子(美国),有人打印房子(中国大陆),NASA还想要把3D打印机送上太空,好应付航天员的不时之需。
这些深植人心的3D打印应用,大多属于FDM技术(FusedDeposition Modeling),(请参阅北美智权报89期文章「由专利来看3D打印的技术(一)」)。可以把它想象成类似在蛋糕上用奶油挤出花纹的手法,只不过精密度高些。「FDM」属于3D打印里元祖级的商业化技术之一。
其实,另一个更早的元祖级商业化的技术,就是利用前面所述「光固化」的原理(请参阅北美智权报95期文章「由专利来看3D打印的技术(五)」),因为没有那么平易近人,加上材料是液体,湿答答的,总是比较不容易处理。所以,除了因工作需要而使用过的人,一般人其实不清楚它的存在。
将「光固化」原理,运用到3D打印,并且将它商品化的代表人物,是图二里的 Chuck Hull先生。他在1980年代,成立了总部位于美国南卡罗来纳州的3D Systems公司(图三)。
3D Systems公司至今是3D打印界的龙头之一,当初该公司制定的「stl」格式,仍然是现今3D打印界广泛使用的模型文件格式。光固化式的3D打印,是3D Systems公司的基础技术,现今,仍执该技术的牛耳,地位无人能及。
图二
图片来源:3d systems 网站
图三

图片来源:3d systems 网站
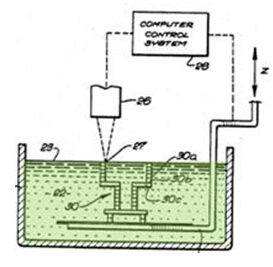
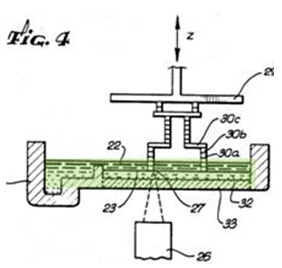
「光固化」技术3D打印设备的概念,如图四所示,使用能量光源(例如,雷射光),并利用光敏树脂受光硬化的特性,产生物体的剖面层;3D打印便是想办法将每一个剖面层堆积并且黏合在一起,组成想要的成品。
图四
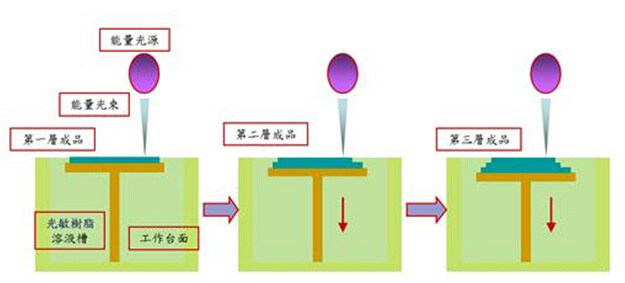
林士强/绘制
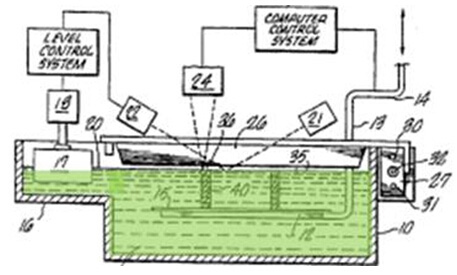
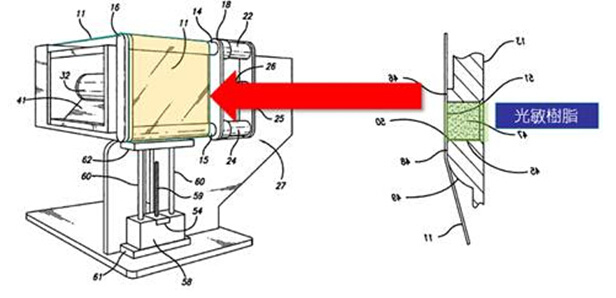
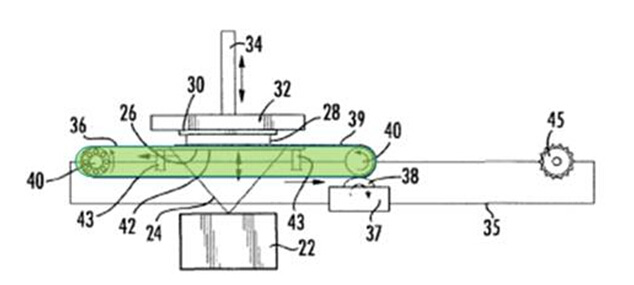
这种概念具体化的成品如图五、图六所示,其中「26」代表能量光源,「30」表示成品,而绿色的部分是「光敏树脂」。工作台的上下与能量光源的配合由计算机控制。这一层层的剖面厚度,视精密度需求,约在0.05-0.10mm左右。
图五
图片来源:USPTO
图六
图片来源:USPTO
以上的过程,看起来简单,其实快速制造一大堆厚度均匀的剖面,又要让他们黏在一起谈何容易。3D Systems公司花了不少工夫做这方面的研究。
如果有将肥皂溶液滴在平静水面上或是吹肥皂泡泡的经验,会发觉肥皂溶液迅速而有规则的向外扩张。这种有规律的扩张,能够形成薄而均一的肥皂溶层,如果将肥皂溶液换成光敏树脂,就是3D打印时想要得到的均匀且薄的工作层。
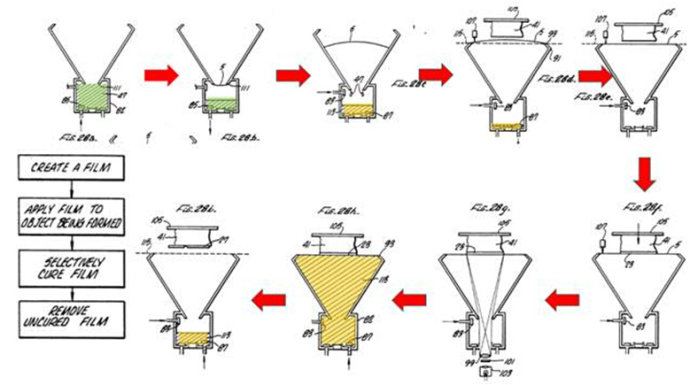
3D Systems公司研究得到以下的成果,如图七所示。
图七
图片来源:USPTO
- 绿色代表的是光敏树脂,在「V」形开口底端先沾一下,形成一个薄膜「5」,接着用吹肥皂泡泡的方法,将薄膜「5」一路往上吹,因为表面张力的作用,薄膜「5」不会破,而且厚度均匀,直达「V」形开口顶端(Fig.28a-e)。
- 黄色代表的是清洗溶剂,在薄膜「5」一路往上吹的过程中,清洗设备内部的光敏树脂,准备下一阶段「剖面制作」的工作(Fig.28c-d)。
- 厚度均匀的薄膜「5」接受「103」的能量光源照射,完成工件「41」的另一层剖面(Fig 28g)。
- 黄色代表的清洗溶剂再次出现,将工件表面的非剖面部分的光敏树脂清洗干净(Fig 28h-i),准备下一循环的剖面制作。
这整个过程看起来冗长,加工的速度不容易提升,所以有图八及图九的构 想,将制程分割,各工站同时进行,节省时间,但是整体结构相当复杂,维护起来恐怕困难度很高。这个蛮有理想性的概念至今仍未出现在3D Systems公司的产品列表之中。
图八
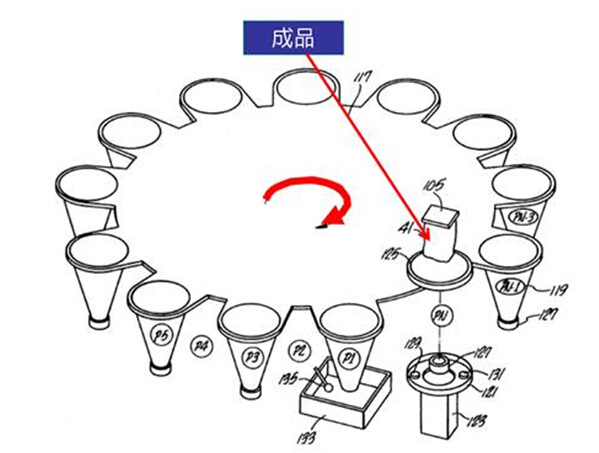
图片来源:USPTO
图九
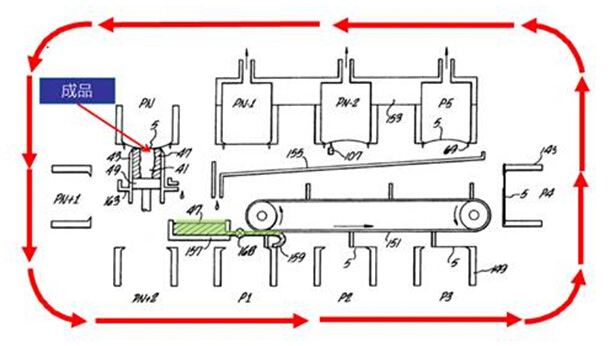
图片来源:USPTO
另外一种创意也出现在3D Systems产品研发之中,让我们一起来看看图十。
这个方法看起来是提高生产速度的方法。
图十
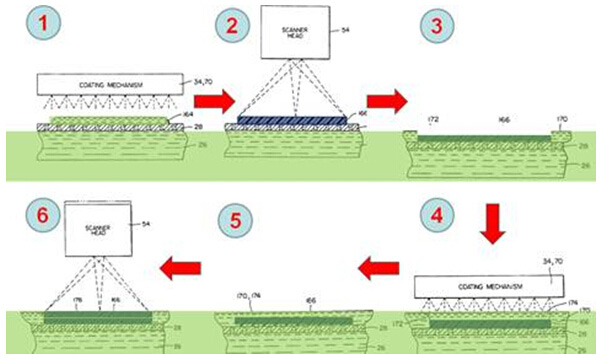
图片来源:USPTO
- 绿色代表的是光敏树脂,经喷头喷洒到工作台面「28」,形成一个薄膜「166」(步骤1-2),
- 工作台面「28」下降,因为表面张力的作用,光敏树脂并不会覆盖上来,(步骤3)。
- 喷头喷洒光敏树脂到这空缺的部分(步骤4)
- 另一层待加工的光敏树脂准备完成,在经过能量光源形成下一个剖面(步骤5-6)。
这个构想看起来不错,但是至今也并没有出现在3D Systems公司的产品目录中。
下一个是非常直截了当的构想,出现在3D Systems公司的产品上。
在日常生活中,如果想把奶油均匀涂上土司,你会怎么做?
拿把刮刀将奶油推平?3D Systems公司将这个想法,运用到处理光敏树脂的涂层,如十一、图十二。在机器上增加了「刮刀,26」(Blade),作用就是把剖面上的光敏树脂涂层弄得平整均匀,并增加生产速度。方法是每当新的剖面上光敏树脂后,在能量光源使用前,用刮刀将剖面刮平一次。
图十一
图片来源:USPTO
图十二
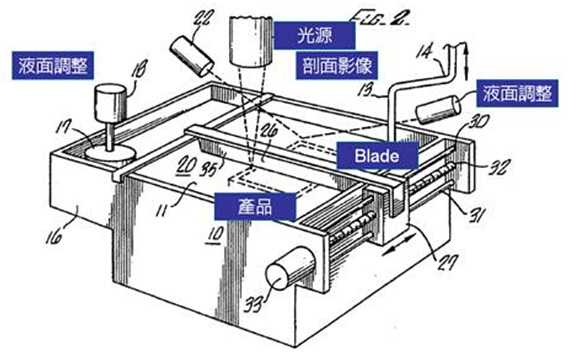
图片来源:USPTO
现在这把刮刀在3D Systems公司的设备上算是选配的配备,顾客可以随自己的需求,选择用或不用。
成品一定得用浸泡法泡在湿答答的光敏树脂里吗?答案是不一定。
以下的方法是3D Systems公司近期比较专注开发的方式,不将成品浸在光敏树脂里,而改用将一层一层的光敏树脂送到成品上。它不像之前使用吹肥皂泡原理那么复杂,而是如图十三所示,将树脂利用「供料头」涂到输送带上,再送到工作台。
图十三
图片来源:USPTO
- 绿色代表的是光敏树脂,经过供料头「49」涂到输送带「11」上,形成一个薄膜。
- 薄膜随着输送带送到工件所在的位置。
以上的概念,再用图十四、十五进一步说明,图十四中「37」、「38」,负责将光敏树脂涂敷到输送带上,输送带再将它运送至产品「28」之下,开始制作另一层的剖面,剖面制作的过程中,能量光源的位置,则如图十五中所示。
图十四
图片来源:USPTO
图十五
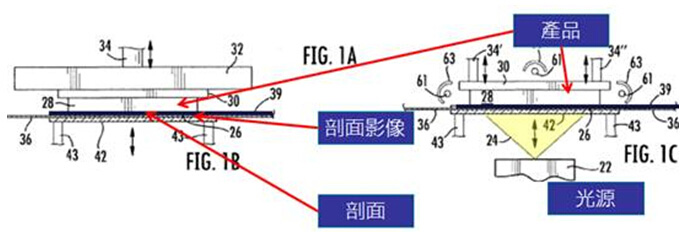
图片来源:USPTO
3D Systems公司称这种过程是「SolidImaging」,「SolidImaging」的技术,是否已经商品化了?笔者也觉得很好奇。3D Systems的目录中,有一种被归类为「FTI」(FilmTransfer Imaging)的产品,目前的产品体积不大,如图十六、十七所示,使用类似「Solid Imaging」概念,其中「Cartridge」及「Scraper」负责把光敏树脂涂敷到工作台面,制作产品。
图十六
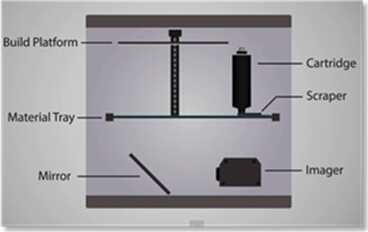
图片来源:3D Systems网站
图十七
图片来源:3D Systems网站
3D打印的致命伤,是大量生产的速度慢,除非有革命性的改进,否则难与传统工业生产相抗衡。3D打印吸引人,因为它是一项独特的成形技术,让「定制化」变简单,使得原本必须依赖精湛手艺或是传统大量制造方法才能得到的成果,门坎降低了不少。因此大家趋之若鹜。
万物皆可打印,印个自己的塑像当然不在话下,为残障人士量身订做助行器当然更棒。对人类更有意义的是-如果有适当的材料,食物、甚至器官,都可以量身订做。
所以,材料才是关键,3D打印的设备商,现在都在默默开发不同性能的材料,光固化技术需要性能更佳的材料,例如,加强各剖面层间的结合力、抗变型、耐温、强度等来吸引顾客,就像是购买计算机打印机一样,除了选择设备,其实更重要的是选择耗材。
图十八
图片来源:USPTO
光固化技术的领导厂商在这部分着力研发,3D Systems公司光固化技术大约10%专利申请与材料有关(图十八),不管是加强结合力、抗变型性、或是增加耐温性都希望材料配合着设备,能牢牢绑住客户。
 |
|
| 作者: |
林士强 |
| 现任: |
北美智权 专利工程研究组 研究员 |
| 经历: |
法商台湾康旭 研发工程处 项目经理
中科院飞弹制造中心 项目工程师
圣荷西州立大学机械研究所硕士 |
| 专长: |
机械、供应链管理、项目管理 |
|
|
|