作者簡介:
林士強

現任:北美智權 教育訓練處
資深研發創新顧問
經歷:
法商台灣康旭 研發工程處 專案經理:
中科院飛彈製造中心 專案工程師
聖荷西州立大學機械研究所碩士專長:
機械、供應鏈管理、專案管理 |
前期文章《由專利來了解3D列印技術(二)– 3DP》已經介紹了3DP技術,另有一個3D列印技術,與3DP技術雷同,但是整個操作的邏輯與3DP恰恰相反,將成形的物質直接噴撒至工作檯面後固化,形成想要的成品,它看起來不像FDM,但與FDM有異曲同工之妙,筆者稱它為「噴膠成形技術」(Solid Ground Curing, SGC),發明人Nissan Cohen,美國專利證號 5,287,435,現今業者大多以PolyJet稱之,本文將簡述其技術內容。
3DP技術源起
噴膠成形技術於1980年代末,原由以色列Cubital Ltd.公司所開發,當時稱做Solid Ground Curing(以下簡稱SGC)技術,是PolyJet 技術的源頭。
Cubital Ltd.公司於1990年申請,並在1994年初取得US5,287,435「專利」。而其專利權期限已經在2011年到期。該SGC技術詳載於US 5,287,435專利說明書,如圖一所示。
圖一、SGC 技術圖示
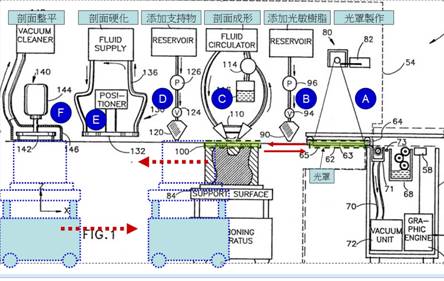
資料來源:USPTO
1.光罩製作(程序如圖一之紅色實線箭頭所示)
光罩的功用是遮蔽「非剖面位置」,讓「非剖面位置」的光敏樹脂不硬化;而未被遮蔽的「剖面位置」則露出,其光敏樹脂則會感光硬化。
1-1. 剖面光罩(綠色虛線區域)在「A」區製作;
1-2. 光罩移至「B」區,添加光敏樹脂;
1-3. 光罩移至「C」區,成形剖面;
1-4. 光罩退回「A」區,清洗,製作下一個剖面光罩;
1-5. 如此週而復始,直到所有的剖面光罩完成。
2. 成品形成(程序如圖一之紅色虛線箭頭所示)
成品依連續剖面層層相疊成形的原理,結合不定數量的剖面,形成想要的成品。
SGC中,成品從第一個剖面開始,處理的過程如下:
2-1. 光罩移至「C」區,在工作台上(Support Surface)成形第一個剖面;
2-2. 「C」區的液體循環系統將多餘的光敏樹脂去除;
2-3. 成品第一個剖面移至「D」區,添加支持物(例如:蠟);
2-4. 成品第一個剖面移至「E」區,整平並固化支持物;
2-5. 成品第一個剖面移至「F」區,以機械加工的方法整平並去除多餘剖面(例如:毛邊);
2-6. 成品第一個剖面退回「C」區,等待下二次光罩移至「C」區,成形第二個剖面,如此週而復始,直到所有的剖面完成。
該專利中也提示了另兩種剖面的製作的方法(如圖二及三所示)。
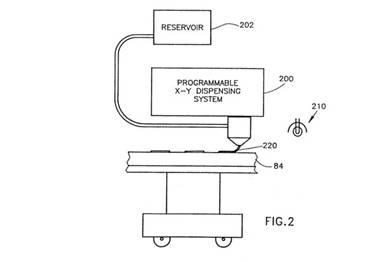
(圖二)(摘自USPTO 5,287,435)
3. 可程式控制X-Y釋放子系統(程序如圖二)
3-1. 光罩製作在此例子中不再使用;
3-2. 直接用可程式控制X-Y釋放系統,將光敏樹脂依第一剖面噴灑至工作台上;
3-3. 將硬化樹脂光源(例如:UV光源)施用於硬化光敏樹脂;
3-4. 光敏樹脂硬化後,再依2-3至2-6的成品形成順序製作成品。
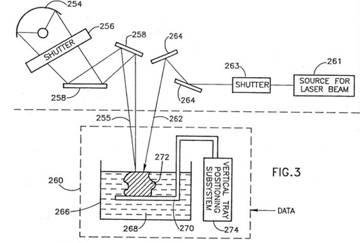
(圖三)(摘自USPTO 5,287,435)
4. 實體模型產生子系統(程序如圖三)
4-1. 光罩製作在此例子中也同樣不再使用;
4-2. 直接用能量光源(例如:雷射光),將光敏樹脂依第一剖面成形;
4-3. 工作檯下降,再形成第二剖面;
4-4. 週而復始,直到所有剖面完成。
讀到這裡,各位是否發覺這個專利所述的實施例與立體光工藝技術(Stereolithography,SLA)專利所述的實施例頗為相似,但其中是否有相互侵權的疑慮,應該再仔細研讀該專利中的請求項,以及與涉嫌侵權產品進行詳細比對,因篇幅所限,筆者於此就暫不再作進一步討論。
US 5,287,435專利中對「實體模型產生子系統」的部分,言盡於此,並沒有對此實施例再多作敘述,依照筆者合理地判斷分析,應該是去除了有關「支持物」如何形成的工序,但是保留了「以機械加工的方法整平並去除多餘剖面」的製程。
US 5,287,435專利中對於成品成形的工作原理,是個非常獨到的概念,但也許受制於發明當時工藝水準以及電腦技術的限制,整個系統被切分成太多個工站來分層負責,各工站間的連結及整合複雜度也隨之提高,讓人對於系統能否保持順暢運作會捏一把冷汗。
雖然SGC技術是一個頗具創意的3D列印技術之一,但是受制於其系統設計複雜,因此總揮不去操作費用昂貴的夢魘,導致產品的市場接受度低,銷售極差。因此即使有獨特的創意,有專利保護,但缺少市場支持及成本的考量,仍然會是個失敗的產品。
其實,任何系統的設計,「簡單」應該是最高的原則,「簡單」的設計,也能夠提高系統的可靠度,減少訓練時間與降低操作費用等。因此,筆者認為這類3D列印技術的改進重點,應該是將系統簡化,減少成品的運動,其實就可以提高產品精度,避免成品的二次加工。
Cubital公司於西元2002年結束營業,相關專利由另一家以色列公司Objet Geometries Ltd.(以下簡稱Objet)接收,果不其然,該Objet公司沿用並改良SGC技術,稱其為PolyJet,並申請了專利,來商業化它的發明。Objet公司於西元2012年與3D列印大廠Stratasys Inc.公司合併,而Stratasys Inc.為存續公司,原PolyJet技術以「Objet」系列的的產品銷售。
Objet公司在美國申請的第一個PolyJet技術專利是在西元2001年7月獲證的US 6,259,962號專利,專利到期日是西元2019年5月。那它是如何製造3D產品的呢?
Polyjet的工作原理
與SGC技術相同,將成形的物質直接噴撒至工作檯面後固化,形成想要的成品。但是Objet將整各系統大大的簡化,以提高市場的接受度,如圖四、五、六所示。
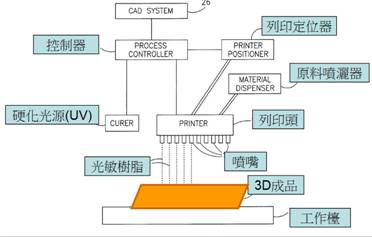
(圖四)(摘自USPTO 6,259,965)
 |
|
 |
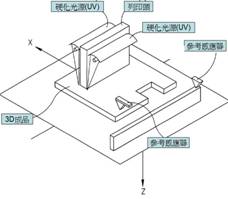
| (圖五)(摘自USPTO 6,259,965) |
|
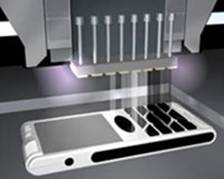
(圖六)(摘自Stratasya官網) |
相較於SGC技術,Polyjet技術同樣使用CAD,並將各元件大大的整合,減少複雜的機構,並且不再使用機械式的剖面整平裝置。其整個系統包括原料噴撒器、控制器、CAD、硬化光源、列印頭、以及噴嘴等裝置。
1. 列印頭/噴嘴
1-1. 使用複數個噴嘴,成矩陣式排列;
1-2. 噴嘴由CAD及控制器控制光敏樹脂(例如:DI7090 Clear Coat of Marabuwerke Gmbh & Co.) 噴灑;
1-3. 噴頭依需求裝設噴嘴,但應至少含有一排噴嘴。
2. CAD/控制器
2-1. CAD系統計算解析度,剖面層數目,噴灑次數…等;
2-2. CAD系統與控制器連結,控制噴嘴開(關),光敏樹脂的噴灑…等;
2-3. CAD系統與控制器連結,能夠對堵塞的噴嘴無法噴到的位置,自動補償。
3.樹脂硬化
3-1. 光敏樹脂由硬化光源硬化;
3-2. 硬化光源(例如:UV光)在光敏樹脂噴灑後,提供樹脂硬化使用。
PolyJet與SGC 技術最大的不同,除了PolyJet整合了元件外,應該就是在於去除多餘剖面的方法了。SGC使用機械式的剖面整平裝置來去除多餘的樹脂(例如:毛邊),而PolyJet則完全用噴頭、CAD及控制器,配合機台上的參考感應器(如圖五所示),達到相同的效果,大大的提升了3D列印機的實用性。
PolyJet 的技術重點應該是設備上的控制及感應裝置,能夠即時調整或補償光敏樹脂的噴灑,否則成品辛苦製造完畢,才發覺尺寸有異,或內部有無法輕易去除的多餘部分,就會叫人頓足搥胸了。
還有,該等設備使用之後的定期保養,是非常重要的事,這樣才能使噴嘴保持暢通。當然,性質更好的光敏樹脂,永遠是這個成形技術的最重要成功關鍵。
4. 專利
US 6.259,962專利,在西元2019年才到期,除非取得授權,現今是完全不可抄襲的。它只有一個獨立請求項,大意是這樣寫的:
1. A method for three-dimensional printing of a three-dimensional model utilizing a printing head having a plurality of nozzles along a longitudinal axis, the method comprising the steps of:
使用複數噴嘴的縱向噴頭,製造3D列印模型的方法包含以下步驟,
positioning the printing head to a first pre-selected position;
selectively dispensing interface material in a first layer from said printing head;
置噴頭於預設位置,選擇性噴灑介面材料至第一剖面層
re-positioning said printing head to compensate for blocked nozzles to a subsequent position, said subsequent position being offset a distance of at least one nozzle along said longitudinal axis from said first pre-selected position and being a vertical distance above said first layer, said vertical distance being equal to the thickness of a subsequent layer of dispensing material;
為補償塞住的噴嘴,「重置噴嘴」至「隨後」位置(一錯位或至少與原位置一噴嘴的間距),垂直高度的差別則為一層的厚度。
repeating said step of selective dispensing in the subsequent layer; and
重複「選擇性噴灑介面材料」至之後剖面層
repeating said steps of re-positioning and selective dispensing in the subsequent layer until the three-dimensional model is completed.
重複「重置噴嘴」及「選擇性噴灑介面材料」至之後剖面層,一直到模型完成。
其中「預設位置」、「選擇性噴灑」、「介面材料」、「重置噴嘴」、「隨後」位置…等,都是所謂的「技術特徵」,能刪除或置換其中一個,使用這項專利就不需要苦等到西元2019年了。(參考北美智權報第 89期 研發人員常見的迴避設計謬思(上)及90期(下))
在筆者看來,PolyJet是一項既有趣又富含創意的技術,希望經由以上的解說,能讓您能對此技術的發展歷程及技術內容,有更進一步地認識。
更多歷期精采文章,請參閱智權報總覽 >>
|